Application of friction welding technology in the automotive industry (2)
Second, weld quality judgment and common inspection methods
1. Visual inspection (Visual lnspection)
The appearance and shape of the weld portion of the welded part are inspected by the naked eye.
(1) The curled edge (flanged) of the weld is smooth, and the surface of the crimp extruded by the upsetting process is smooth without creases and cracks (see Figure 2). The above defects may occur because the equipment is not running smoothly and the material and pressure parameters are improper.
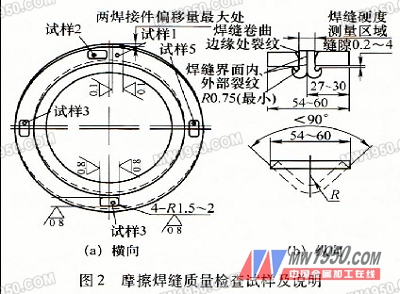
(2) The weld curling edge shape is more fully curled and has a certain gap with the welded base metal, and there is a circular arc transition at the beginning of the winding. No or lack of curling is caused by welding parameter matching, hot melt length reserve and unreasonable joint structure, which should be adjusted.
(3) The surface of the part is misaligned. The surface of the part is misaligned or the difference is generated with respect to the center. It is mainly caused by the different axes of the equipment spindle and the center of the fixture or the rigidity of the equipment itself. It is adjusted according to the actual situation. The license conditions are in compliance with industry specifications and technical conditions.
2. Hardness, metallographic and ultrasonic inspection
The metallographic structure and internal defects are inspected by the inspection instrument.
(1) The hardness of the weld zone is higher than the base metal at both ends. Generally, the hardness required to measure less than 10 points across the weld zone is indicated by the HR30N hardness value. The hardness of the weld zone is higher than that of the base metal.
(2) Microstructure The microstructure is an extremely fine structure with a higher grain size than the base metal. If the weld is above the grain size of the base metal, the grain size of the weld zone will be higher than 5 grades, generally reaching ASTM 5-8, and there is no crack and other defects in the heat affected zone of the weld. It is recommended that the photomicroscope use a 50× magnification and the illumination at the inspection site should be at least 541x (lux).
(3) There is no non-metallic or other substance inclusions at the joint surface of the butt joint weld area, so it is required to ensure the cleaning of the mating surface before welding.
(4) Ultrasonic or magnetic flaw detection Check that there must be no cracks inside or outside the welding interface. Internal cracks are mostly caused by materials; local, near the weld joint interface cracks, mainly caused by material material, hardness, internal stress heat conduction and cooling rate, such as high carbon steel, high speed steel welding, need to be adjusted Welding parameters and heat treatment conditions (see Figure 2). Colored liquid penetration methods can also be used to check for crack defects.
(5) Crack The crack at the edge formed by the curled edge of the weld zone (see Fig. 2) is mostly due to the excessive forging pressure.
Examine the surface of the specimen for processing and polishing. Avoid overburning caused by sampling with oxyacetylene cutting tools and the resulting tissue changes. Therefore, when sampling with an oxyacetylene cutting tool, some size should be reserved. After the removal, the burned portion is cold-processed by other methods, or directly by cold working. Add 10 ml of nitric acid (70%) to 500 ml of methanol to form a 2% nitric acid mixture etchant (note: the order of operation must be added to the methanol in methanol) on the surface of the sample, which can reveal the condition of carbon steel and alloy steel welds (see image 3).
3. Physical and performance testing
The quality of the weld is determined by the specimen bending test and the fatigue test method of the weldment (such as the fatigue test of the vehicle's axle using the specified loading force, frequency and direction).
(1) Bend Test Remove 4 samples in the weld area by 90o distribution (see Figure 2), place the sample on a special bending tester, and press the hydraulic jack to bend the sample <90o stop. If there is no special bending tester, the test piece can be clamped on the bench vise, and a R7.5-R8mm hot plate or steel bar is placed in the test piece weld and one side jaw, and the sample is placed at the weld site. The cushion is bent in the direction. If there is no crack or micro crack in the weld, it is preliminarily determined that the weld quality is acceptable, and the limit state is 1/2 of the crack depth sample without fracture failure. If the bending condition is not met and the sample fails, the 180o corresponding surface sample (sample 3 in Figure 2) is taken for test analysis to find out the cause.
The bending test is not used as a criterion for the determination of the friction welding seam. It is only used as a reference. It is especially suitable for parts with quenched and tempered hardness ≤300HBW to reflect the problems in the process through simple test phenomena and results, especially just after production or The bending test must be performed when the welding parameters are adjusted. For the quality evaluation of welds with high carbon content and high hardness, refer to other methods.
(2) Fatigue Test In the automotive industry, all friction welded safety parts must pass the fatigue test unless otherwise specified. The fatigue life or performance requirements, test conditions, etc. are formulated by the Engineering Development Department. In other industries, relevant inspection items are formulated according to the conditions of use and customer requirements.
The quality of friction welds is relatively high. For axle products, it is generally required to have a fatigue life of more than 800,000 times at a specified load and frequency. We used an domestic friction welding machine to produce an axle, which was passed and tested in the US National Laboratory, and the test was terminated with 1.2 million failures.
Third, the future development of friction welding technology
With the continuous improvement of people's understanding and understanding, friction welding technology and application have also developed rapidly in China, especially in the mass production of special-shaped discs in the automotive industry. The shaft parts industry pays attention to the mechanical properties of materials and has weight restrictions. Products are suitable for friction welding production. Therefore, for large assembly parts, one-piece processing and heat treatment of different materials must be considered first, which not only ensures easy processing, high single-piece precision, but also improves the mechanical properties of the assembly, and then welds to produce an ideal assembly. product. Originally imported oil drill bit, most of today's oil friction drill technology is used in domestic production.
On the other hand, it has also proved that the weld quality, strength or performance of friction welding is higher than other welding results, can withstand the test of harsh conditions, and the welding of parts with different materials and hardness has other advantages that are unmatched by welding. . As far as friction welding equipment is concerned, although the configuration, control and performance of foreign friction welding machines are higher, the domestic welding machines are currently greatly improved in terms of technology and stability, and there is a cost performance that foreign welding machines cannot compete with. The development of friction welding provides a basic guarantee. Therefore, domestic friction welding machines have seized more than 60% of the global market share. We believe that friction welding technology will have further development in China's industrial field.
Previous page
Steel Stand-offs, mainly used for advertising fixed display, the company signs hanging, posters, glass mirrors and other products fixed care high. Size and specifications can be customized according to your needs. Excellent quality, each Steel Stand-Offs has been rigorously tested to ensure that the installation is easy to use and satisfied.



Steel Stand-offs
Steel Stand-Offs,Sanitary Steel Stand-Offs,Stainless Steel Stand-Offs,Round Tubing Stand-Offs
Metfull Metal Products Co., Ltd , http://www.metfull.com