Four of the 500 engines have high-strength bolt breaks, and hydrogen embrittlement is terrible.
A certain 1.5T gasoline engine in China has repeatedly experienced a breakage of the pressurized inlet pipe and the supercharger coupling bolt. The bolt size of the engine is M10×1.0. Technical requirements: material 40Cr, hardness 32HRC after quenching and tempering treatment, zinc plating on the surface, as shown in Figure 1. During the test, the internal oil temperature fluctuates within 120-150 °C. When the engine speed reaches 3500r/min, the bolt can withstand the heat transfer temperature of 275 °C through the increaser, and the bolt tightening torque is 42N·m. A total of 500 engines were assembled in this batch, and four fracture accidents occurred one after another. Three of them occurred during the engine test, and one appeared when the vehicle was sold for only 200km.

Figure 1 bolt break position
Fracture analysis
Take the failed bolt for analysis. Macroscopically, the fracture position occurs at the root of the bolt flange, the fracture is flush, and there is no mechanical damage and plastic deformation around the fracture, as shown in Figure 2. The fracture was examined using a scanning electron microscope, and more defects, along the crystal fracture, and "chicken claw pattern" were observed inside, as shown in Figs. 3 and 4. The bolt is a galvanized product, and there is no dehydrogenation process in the manufacturing process, and the fracture characteristic is determined as hydrogen brittle fracture.

Figure 2 Macroscopic appearance of the fracture
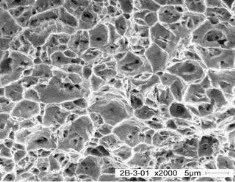
Figure 3 2000 × electron microscope imaging morphology
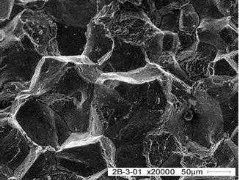
Figure 4 20000×× electron microscope imaging morphology
2. Inspection of failed bolts
(1) Detection of chemical composition of materials
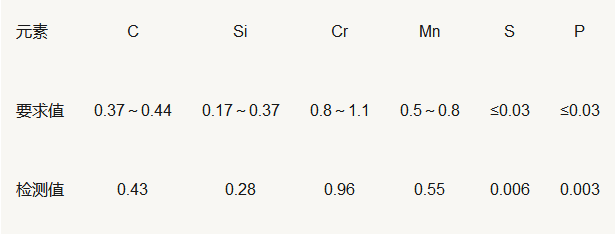
The chemical composition of the failed bolt was measured using a spectrometer. The results are shown in Table 1, and the chemical composition was acceptable.
Table 1 Chemical composition test results (mass score) (%)
(2) hardness inspection
The failure bolt was detected using a Rockwell hardness tester, and 5 pieces were randomly selected in the same batch of bolts for inspection. The results are shown in Table 2.
Table 2 Hardness test results
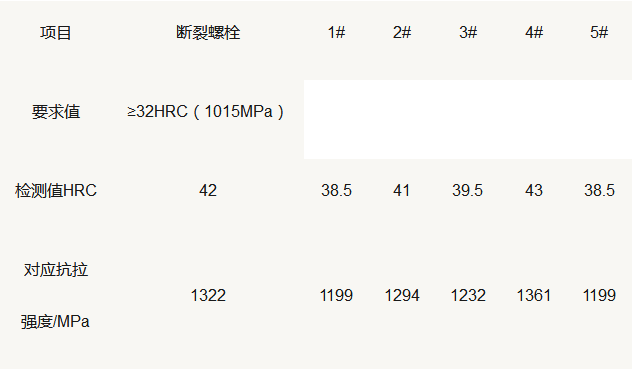
Through the analysis of the test results, the hardness of the bolt is much higher than the required value; after investigation, it is found that there is a problem of sealing oil leakage before the bolt. One of the solutions adopted is to increase the bolt tightening torque from 25N·m to 42N·m. During the process, the bolt breaks from the thread, and the strength grade of the bolt is raised from 8.8 to 10.9, the specified hardness value is ≥32HRC, and the hardness actually processed by the supplier is 38-43HRC. The de-hydrogen process is not applied while the hardness is increased. Finally, it led to the occurrence of mass accidents.
3. Cause analysis
Hydrogen embrittlement is the phenomenon in which hydrogen atoms enter the interior of a material, focus on defects in the material, and cause delayed failure.
(1) Hydrogen production
The surface of the bolt is plated with zinc. During the electroplating process, the bolt acts as a cathode, adsorbing the metal positive ions in the solution, and also adsorbing the H+ ions produced by the water ionization. The hydrogen ions are small and can penetrate into the metal interior through the metal atom gap.
(2) Hydrogen immersion
The bolt is cold extruded, and a large number of dislocations are generated inside during the processing, and the grain boundary has deformation and cracking phenomenon; in this example, the bolt tempering temperature is 480 ° C, the hardness after quenching and tempering is high, and there are still a large number of defects inside. It creates favorable conditions for the rapid immersion and adsorption of hydrogen.
(3) Hydrogen embrittlement conditions
The bolt can work at a temperature of up to 275 ° C, which facilitates the diffusion and aggregation of hydrogen atoms in it. After hydrogen is formed, it expands at a high temperature and forms a very high internal pressure inside the material, which causes cracks to form at the material defect and is extremely fast. Expand to break the bolt instantaneously.
4. Take measures
(1) Increase the dehydrogenation process
Dehydrogenation is carried out within 1 h after electroplating, and the process specification is 200 ° C × 2 h. At this time, hydrogen atoms are mainly concentrated on the metal surface, and hydrogen is synthesized and discharged at a high temperature. In this case, when the hydrogen brittleness of the bolt was found, the product plating had been placed for more than 30 days, and the hydrogen atom completely penetrated into the metal, and the dehydrogenation process could not be performed. All the stock bolts are scrapped, and all the loading bolts need to be replaced.
(2) Change the range of hardness and plating process
Bolt hardness original requirement ≥ 32HRC, now changed to 32 ~ 38HRC, control bolt hardness upper limit, improve quenching and tempering temperature, reduce material internal defects and internal stress; change zinc plating to galvanized nickel alloy to improve coating high temperature resistance Corrosion resistance, while reducing hydrogen embrittlement sensitivity.
5 Conclusion
High-strength bolts are often used in important joint locations. There is usually no sign of hydrogen brittle fracture, and the consequences can be severe. When the bolt grade is greater than 8.8, dehydrogenation is required after plating . When the hardness requirements of the bolts are changed, the designer does not consider the influence of electroplating after increasing the bolt hardness, resulting in serious batch accidents.
Matting Agent For Leather Coatings
Matting Agent For Leather Coatings,Silica Powder For Matte Paint,Silica Dioxide For Paints,Leather Paints Silica
Guangzhou Quanxu Technology Co Ltd , http://www.skychema.com