Development of high-strength iron-based powder metallurgy shifting lever
2025-09-07 09:23:00
The rapid growth of China's automotive industry has created significant opportunities for the development and application of iron-based powder metallurgy products. As technology in this field continues to advance, these materials are increasingly being designed for high-strength, high-density, and complex-shaped components. The development of high-strength iron-based powder metallurgy parts is a key strategy to expand the use of powder metallurgy in automotive applications.
**Product Analysis**
Shift swing levers are critical structural components used in automotive transmissions, requiring high precision and mechanical strength. Through extensive testing and analysis of the part’s dimensional accuracy and structural performance, our company developed an optimized production plan. This included selecting appropriate materials, refining manufacturing processes, and designing molds, ultimately leading to the successful development of a high-strength shifting lever that meets all technical specifications (see Figure 1). The mechanical properties of the product fully satisfy the required standards (see Table 1).

Figure 1: Shifting Lever Structure
Table 1: Mechanical Properties and Technical Requirements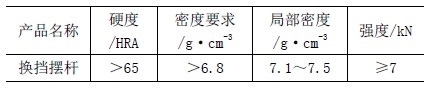

Figure 2: Preparation Process

Figure 3: Metallographic Structure (500×)
Table 2: Performance Test Results
Suzhou FUJI Precision Elevator Co.,Ltd , https://www.profuji.com