Manufacturing process steps and technical requirements for high-strength bolts
High-strength bolts are called high-strength bolted joints in production, and are generally not simply referred to as high-strength bolts. According to the installation features are divided into: large hexagon bolts and torsion shear bolts. The torsional shear type is only used in class 10.9. According to the performance grade of high-strength bolts, it is divided into 8.8 and 10.9. Among them, the 8.8 grade has only large hexagonal high-strength bolts. In the marking method, the number before the decimal point indicates the tensile strength after heat treatment; the number after the decimal point indicates the ratio of the yield ratio to the measured value of the ultimate tensile strength and the measured value of the ultimate tensile strength. . Grade 8.8 means that the tensile strength of the bolt rod is not less than 800 MPa and the yield ratio is 0.8; the magnitude of 10.9 means that the bolt rod has a tensile strength of not less than 1000 MPa and a yield ratio of 0.9. Do you want to know more about the knowledge of high-strength bolts?
High-strength bolt manufacturing process steps
First, the selection of high-strength bolt materials
The correct selection of fastener materials in the manufacture of fasteners is an important part because the properties of fasteners are closely related to their materials. Cold heading steel is a highly interchangeable steel for fasteners produced by cold heading. Because it is formed by metal plastic processing at room temperature, the deformation amount of each part is large and the deformation speed is high. Therefore, the performance requirements of cold heading steel raw materials are very strict.
(1) If the carbon content is too high, the cold forming performance will be lowered, and if it is too low, the mechanical properties of the parts cannot be met.
(2) Manganese can improve the permeability of steel, but excessive addition will strengthen the matrix structure and affect the cold forming properties.
(3) Silicon can strengthen ferrite to promote cold forming performance and material elongation.
(4) Although the boron element has a significant effect of improving the permeability of the steel, it also causes an increase in the brittleness of the steel. Excessive boron content is highly detrimental to bolts, screws and studs that require good overall mechanical properties.
(5) Other impurity elements, their existence will cause segregation along the grain boundary and cause grain boundary embrittlement, and the mechanical properties of the damaged steel should be reduced as much as possible.
Second, high strength bolt spheroidizing annealing
When the hexagonal cylinder head bolt is produced by the cold heading process, the original structure of the steel material directly affects the forming ability during cold heading processing. Therefore, the steel must have good plasticity. When the chemical composition of the steel is constant, the metallographic structure is the key factor determining the quality of the plastic. It is generally considered that the coarse flaky pearlite is not conducive to cold heading, and the small spherical pearlite can significantly improve the plastic deformation of the steel. For medium carbon steel and medium carbon alloy steel with high strength fasteners, spheroidizing annealing is performed before cold heading to obtain uniform and fine spheroidized pearlite to better meet the actual production needs.
Third, high-strength bolt shelling and descaling
The process of removing the iron oxide plate from the cold-rolled steel wire rod is to peel off the descaling, and there are two methods of mechanical descaling and chemical pickling. The chemical pickling process that replaces the wire rod by mechanical descaling improves both productivity and environmental pollution. The descaling process includes a bending method, a spray method, etc., and the descaling effect is good, but the residual iron scale cannot be removed. In particular, when the scale of the iron oxide is very strong, the mechanical descaling is affected by the thickness, structure and stress state of the iron, and is used for carbon steel wire rods for low-strength fasteners. After the mechanical descaling of the wire rod for high-strength fasteners, the descaling is performed by removing all the scales and then performing the chemical pickling process. For low carbon steel wire rods, the iron scale left by mechanical descaling is likely to cause uneven wear of the grain draft. When the die draft hole is adhered to the iron sheet due to the outer temperature of the wire rod friction, the surface of the wire rod wire is longitudinally grained, and the wire rod is cold-twisted with a flange bolt or a cylinder head screw, and the head is slightly cracked.
Fourth, high-strength bolt drawing
The purpose of the drawing process is to resize the raw materials, and the second is to obtain the basic mechanical properties of the fasteners through deformation strengthening. If the distribution of the reduction rate of each pass is not suitable, the wire rod will also produce torsion cracks during the drawing process. This crack along the longitudinal distribution of the steel wire is exposed during the cold rolling process of the wire. In addition, if the lubrication is not good during the drawing process, the cold-drawn wire rod wire may have a transverse crack regularly. When the wire rod exits the wire die, the tangential direction is not the same as that of the wire drawing die, which will cause the wear of the single-edge hole type of the wire drawing die to be intensified, and the inner hole is out of round, resulting in uneven drawing deformation of the wire in the circumferential direction, so that the wire is made The roundness of the roundness is too poor, and the cross-sectional stress of the steel wire is uneven during the cold rolling process, which affects the pass rate of cold heading.
5. High-strength bolt cold heading forming
Usually, the forming of the bolt head is formed by cold heading plastic processing. The cold head forming process includes cutting and forming, single-station clicking, double-clicking cold heading and multi-station automatic cooling. An automatic cold heading machine performs multi-station processes such as stamping, upsetting, extrusion and reduction of diameter in several forming concave molds.
(1) The simplest method of cutting a blank with a semi-closed cutting tool is to use a sleeve type cutting tool.
(2) During the transfer of the short-size blank from the previous station to the next forming station, the fasteners with complicated structure are processed to improve the precision of the parts.
(3) A punch returning device shall be installed at each forming station, and the die shall be provided with a sleeve type topping device.
(4) The structure of the main slider rail and the process component can ensure the positioning accuracy of the punch and the die during the effective use period.
(5) The terminal limit switch must be installed on the baffle that controls the material selection. Attention must be paid to the control of the forging force.
Sixth, high strength bolt thread processing
Bolt threads are generally cold worked, which is limited by factors such as thread accuracy and material plating. Rolling thread refers to a processing method in which a thread is formed by plastic deformation. It uses a rolling mold with the same pitch and shape as the thread to be machined, and squeezes the cylindrical blank while rotating the screw blank, and finally transfers the tooth shape on the rolling mold to the screw to make the thread Forming. The common point of rolling thread processing is that the number of rolling revolutions does not have to be too much. If too much, the efficiency is low, and the surface of the thread is prone to separation or disorder. On the other hand, if the number of revolutions is too small, the diameter of the thread is easily rounded, and the initial pressure during the rolling is abnormally increased, resulting in a shortened life of the mold.
Seven, high-strength bolt heat treatment
High-strength fasteners are tempered according to technical requirements. Heat treatment and quenching and tempering is to improve the comprehensive mechanical properties of the fastener to meet the tensile strength and yield ratio specified by the product. The heat treatment process has a crucial impact on high-strength fasteners, especially its intrinsic quality. Therefore, in order to produce high-quality high-strength fasteners, advanced heat treatment technology must be available.
High strength bolt technical requirements
Bolts made of high-strength steel, or which require a large preload, can be called high-strength bolts. High-strength bolts are often used for the connection of bridges, rails, high-pressure and ultra-high pressure equipment. The breakage of such bolts is mostly brittle fracture. High-strength bolts used in ultra-high pressure equipment require a large pre-stress to ensure the seal of the container.

1. Subject content and scope of application
This technical requirement specifies the technical requirements for the manufacture, installation and inspection of high-strength bolted joints of steel structures for mobile machinery. Content not specified in this technical requirement shall be implemented in accordance with relevant national standards. This technical requirement applies to mobile mechanical steel structures that require the application of high strength bolted connections. This technical requirement applies to quality control and construction methods for in-plant and on-site installation.
2, joint surface treatment
(1) Friction type high-strength bolt connection requires the joint surface at the joint to be closely attached and has a sufficient coefficient of friction. When the design requirements for the joint surface are not specified, the treatment shall be carried out as follows: sandblasting or shot blasting of the high-strength bolt joint surface to remove impurities such as rust and oil on the surface to reach the Sa2.5 level standard. The roughness is 50~75μm, and the friction coefficient must not be lower than 0.40. When the drawings are specified, they shall be implemented in accordance with the drawings.
(2) After the treated high-strength bolt joint friction surface, protective measures should be taken to prevent contamination of dirt and oil. Do not mark any of the friction surfaces on the high-strength bolted joints. It is especially necessary to prevent contamination of the connecting surface during storage in the factory, or during transportation and storage at the installation site. The installation unit should pay special attention to the characteristics of the clean friction surface of the connecting plate of the high-strength bolt and the connecting surface of the mother. It is not permissible to use the grinder to grind the connecting plate connection surface and the mating connection surface.
3. Test of anti-slip coefficient of friction surface of high strength bolt
The anti-slip coefficient test shall be based on the steel structure manufacturing batch, with a manufacturing batch of 2000t for a single project, and one batch of less than 2000t, and two or more surface treatment processes for the friction surface of a single project. Then each surface treatment process needs to be inspected. Three sets of test pieces per batch. If the connection is to spread to an external company, each company should perform an anti-slip coefficient test.
(1) The test piece for the anti-slip coefficient test shall be processed by the factory or the diffusion enterprise. The test piece and the steel structural member represented by the test piece shall be made of the same material, the same batch, the same friction surface treatment process and the same surface. State, and apply high-strength bolted joints of the same performance level in the same batch, and store under the same environmental conditions. The anti-slip coefficient test is carried out according to the test method of GB50205 "Code for acceptance of construction quality of steel structure engineering".
(2) The minimum value of the anti-slip coefficient test must be equal to or greater than the design specified value. When the above specified values ​​are not met, the friction surface of the component should be reprocessed. The treated component friction surface was re-inspected.
4. Connection and installation of friction type high-strength bolts for steel structures
(1) Preparation before installation
(2) Select qualified bolts, nuts and washers. The connection torque factor guarantee period is six months from the date of delivery.
(3) Bolts, nuts, and washers are not acceptable for the following conditions and are prohibited.
a, the source (manufacturer) is unknown;
b, the mechanical properties are unknown;
c, the torque coefficient k is unknown;
d, cracks, scratches, burrs, bends, rust, thread wear, oil stains, water wetted or defective;
e, no performance test report is attached;
f, mixed with other batch bolts;
g. Bolts with insufficient length, that is, those whose bolt heads are not exposed after tightening. Generally, the length of the end face of the protruding nut is preferably 2 to 3 threads.
h. The connection torque coefficient exceeds the guarantee period.
Pay special attention to waterproofing during transportation and storage.
(4) Before the construction of large hexagonal high-strength bolts, the torque coefficient of the high-strength bolt connection pair shall be re-examined according to the factory batch, and 8 sets shall be re-inspected in each batch. The average value of 8 sets of torque coefficient shall be within the range of 0.110~0.150. The deviation should be less than or equal to 0.010. The method for retesting the torque coefficient is carried out in accordance with the provisions of GB50205 "Code for the Acceptance of Construction Quality of Steel Structure Engineering". High-strength bolts should be installed in a short period of time after the test.
High strength bolt fracture analysis
First, physical and chemical testing
1. Macro inspection
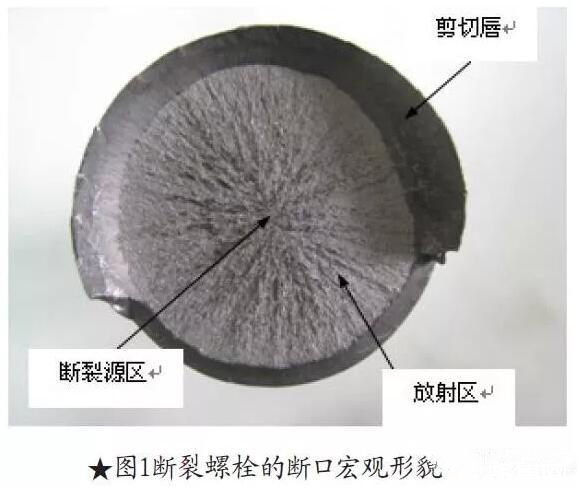
The bolt breaks at the stem, and the macroscopic shape of the fracture is shown in Fig. 1. The bolt fracture is perpendicular to the axis, and the entire fracture can be divided into three zones: the fracture source zone, the radiation zone and the shear lip zone. The source region of the fracture is at the center of the fracture, and the area of ​​the fracture is small; the radiation zone is a fast brittle fracture zone, showing obvious radial stripe characteristics, and the radial stripes converge to the center of the fracture, which is the source of the fracture, and the area of ​​the radiation zone is large. It accounts for 70%-80% of the total area of ​​the fracture; the shear lip area is at the peripheral edge of the fracture, which is the final fracture zone and is about 45° with the fracture surface. These characteristics indicate that the bolt fracture is a typical mixed fracture occurring under tensile load, and is mainly brittle fracture.
2, chemical composition analysis
The chemical composition of the bolts was analyzed using a Labspark 750 spark spectrometer. The results are shown in Table 1. It can be seen from Table 1 that the chemical composition of the bolts meets the technical requirements of the agreement for B7 steel.

3, fracture analysis
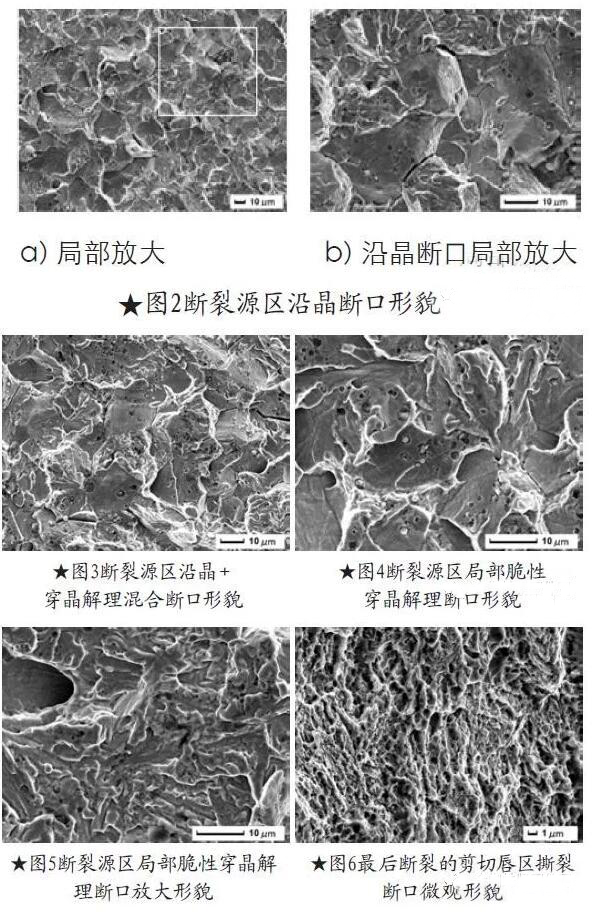
The micro-morphology and micro-area composition of the bolt fracture were observed by Japanese J SM - 6 4 0 0 scanning electron microscope and Oxford INCA-350 energy spectrometer. The fracture is an abnormal intergranular or intergranular + local transgranular cleavage fracture. The size of this region is 400-550μm. The fracture source region along the crystal fracture morphology is shown in Fig. 2, and the crystallization and transgranular cleavage fracture characteristics are shown in Fig. 2. As shown in Fig. 3, the local brittle transgranular cleavage fracture morphology of the fracture source region is shown in Fig. 4, and the quasi-cleavage fracture characteristics are shown in Fig. 5. The fracture area of ​​the radiation area is relatively large, accounting for 70% to 80% of the entire fracture, and its microscopic characteristics are typical brittle cleavage fractures. Around the fracture is the last fractured lip region, which is characterized by a large number of tearing dimples (Fig. 6).
4. Metallographic examination
(1) Non-metallic inclusions
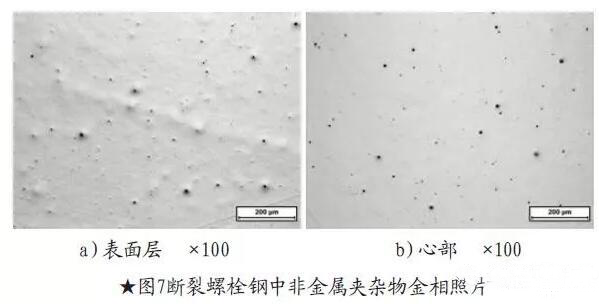
After the fracture is ground and polished, the metallographic sample is observed under an optical microscope, and the non-metallic inclusions in the steel are rated according to the GB/T10561-2005 standard rating chart. As shown in Fig. 7, the non-metallic inclusions in the broken bolt steel have no significant difference between the surface layer of the fractured bolt steel and the non-metallic inclusions in the core. The class D ring oxide inclusions are about D2 to D2.5.
(2) bolt surface and core metallographic structure
After being etched by a volume fraction of 3% nitric acid solution, the metallographic structure of the fracture bolt was observed by optical microscopy and scanning electron microscopy. After the cross-section of the bolt shank is etched, the metallographic structure of the surface layer of the bolt is observed under an optical microscope as shown in Fig. 8. It is a fine and uniform tempered sorbite structure. At about 15mm from the surface, there are more point-like, small-like ferrite structures in the local area, and there are deep black structures along the crystal distribution, with traces of incomplete hardening, and the light gray areas are small and uniform. The tempered sorbite structure still retains the morphological characteristics of the acicular martensite.
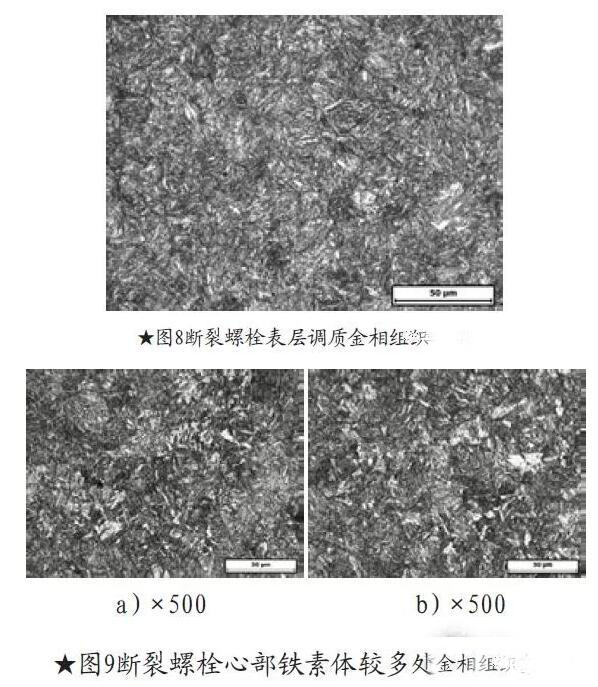
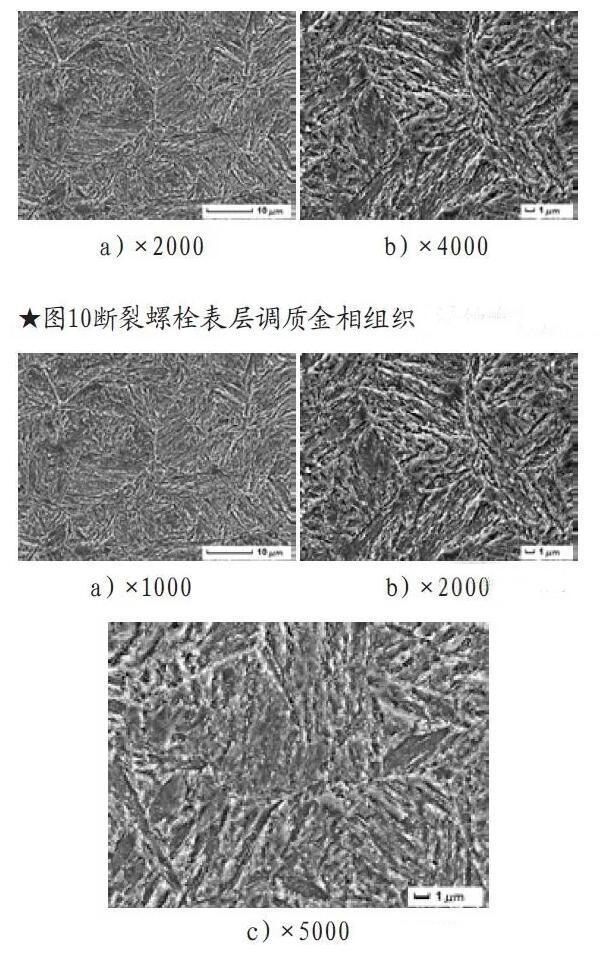
The metallographic structure of the core of the bolt is shown in Fig. 9. It can be seen from Fig. 9 that the metallographic structure of the bolt core is more uneven, and the amount of point and small pieces of ferrite is more, and there are strips or needles. Wei's organizational characteristics. Under scanning electron microscopy, the metallographic structure of the surface layer of the bolt is a normally uniform tempered sorbite structure with needle-like features (Fig. 10). The small piece of ferrite in the core of the bolt is black (white under a metallographic microscope), and the metallographic structure is also characterized by slats, which are partially needle-like (Fig. 11).
★ Figure 11 Metallographic structure of the core of the broken bolt (etched state, SEM)
5, hardness test
The hardness test was carried out on the cross section of the bolt by the HR-150A Rockwell hardness tester. The hardness test results from the bolt surface to the core are shown in Table 2. It can be seen from Table 2 that the surface hardness is 35.1 to 38.3 HRC, and the core hardness is 35.4 to 37.7 HRC.

Second, analysis and discussion
1. Fracture analysis of the broken bolt shows that the fracture source is located at the center of the bolt, and the fracture source is fractured along the crystal or along the crystal + local transgranular cleavage. The size of the fracture source is 400-550 μm, and the dimple characteristics are hardly visible. Abnormal fracture. The area of ​​the fracture radiation area is relatively large, accounting for 70% to 80% of the entire fracture. It has obvious radial stripes and is a rapid crack propagation zone, which is a typical brittle cleavage fracture.
2. The brittle fracture caused by the rapid expansion of the crack caused by the crack of the core part under the tensile load under the tensile load. The high-strength bolts are quenched and tempered, and their strength and toughness are well matched. The final fracture zone of the bolt has a shear lip, but the intergranular fracture of the core indicates that the grain boundary strength is low, which is improperly controlled by the raw material rolling process and has defects. Caused by organizational defects.
3. The metallographic structure analysis of bolt fracture shows that the surface metallographic structure is uniform tempered sorbite, and the unevenness of the structure begins from about 12 to 15 mm from the surface, and there are a small amount of punctate and small massive ferrite. And the distribution along the crystal is dark black tissue (with incompletely hardened features), the unevenness of the heart tissue is more obvious, the white-colored bright small block of ferrite increases, and the local strip or needle-like Wei's tissue characteristics This is related to the existence of poor structural defects in hot rolling of bolt raw materials and insufficient heating of quenching and tempering heat treatment. When the bolt is quenched and heated in the mesh belt furnace, the loading speed is large, the mesh belt moves faster, the bolt heating is insufficient, the austenitization of the core is insufficient and uneven, and the bolt is not completely hardened.
4. Metallographic examination analysis shows that there are punctiform and small-shaped ferrite structures at 12~15mm from the surface, indicating that the core of the bolt is not completely hardened, and the high temperature tempering will cover the truth that the quenching is not completely hardened. The empirical method should determine the hardness of the core in the quenched state of the bolt.
5, high-strength bolts under the condition of insufficient quenching heating, the surface hardness can reach the technical requirements of 36 ~ 38 HRC, and in line with GB/T 3098.1-2010 "fastener mechanical properties bolts, screws and studs" in class 10.9 Strength requirements. When the number of non-martensite is large in the bolt structure, the toughness of the bolt is reduced, but it does not cause an abnormal intergranular fracture in the source region of the bolt core.
III. Conclusions and recommendations
1. The early breakage of the bolt portion during the installation of the bolt is an abnormal brittle fracture. The intergranular fracture and cleavage fracture appearing in the fracture source area are mainly caused by the existence of structural defects in the hot-rolled raw material of the bolt. There is a small amount of small ferrite in the core of the bolt and a dark black structure along the crystal distribution, indicating that the bolt has insufficient heating during heat treatment, but it is not the main cause of the brittle fracture of the bolt.
2. The reason for the insufficient quenching and heating of the bolt may be related to factors such as excessive mesh furnace furnace loading, fast mesh belt movement speed and uneven bolting furnace. It is recommended that each batch of bolts be heat-treated, one quenched bolt should be taken every shift, and the cross-section specimen of the rod should be taken. The hardness change should be measured every 3~4mm from the surface to the core, and the hardenability of the alloy phase should be analyzed. To ensure that the high-strength bolt core tissue reaches approximately 90% martensite.
3. The metallurgical quality of bolt B7 steel is general, and no serious non-metallic inclusions and other defects are found. Strengthen the inspection of the hot-rolled raw material organization of bolt B7 steel, and analyze the strip structure and defective microstructure of hot processing. Through the process test, a reasonable heat treatment process is determined.
The main method used for high-strength bolt construction is the torque method. The high-strength bolt connection torque coefficient is an important factor to ensure the accuracy of the high-strength bolt pre-tightening axial force. For current surface treatment processes, the torque factor of the high-strength bolted joints also changes as the ambient temperature and humidity change. Therefore, temperature and humidity changes can cause the torque coefficient to be discrete, which makes the pre-tightening axial force of the high-strength bolts discrete. This discrete phenomenon is difficult to control in high-strength bolt construction. Therefore, a new surface treatment process with a torque coefficient that is not affected by temperature and humidity has been developed, which is the future development direction of high-strength bolts.
Tile Pedestals,Adjustable Height Pedestal,Adjustable Height Plastic Pedestal,Adjustable Pave Tile Pedestal
Jiangxi Taurus Technology Co., Ltd , http://www.chinapedestal.com